Custom Manufactured Conveyors
for Pharmacy Operations
Our Pharmacy Conveyor systems are clean, quiet, safe and efficient while featuring ergonomic design for applications like packaging, order fulfillment and product distribution automation. Smartmove® manufactures the best pharmaceutical industry conveyors that meet sanitary standards.
Other Benefits include:
- Less handling which allows for mass production of pharmacy goods.
- Optimization of your facility space with custom features like 90 degree turns, switchbacks, returns, multiple lanes and/or levels.
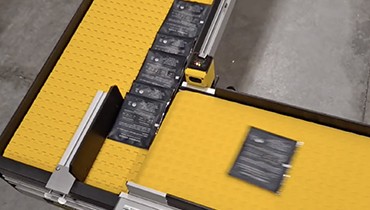
- Smartmove’s Dual Lane systems can be used as a work station and also for quality control dispensing of medical supplies. The stop bar accumulates bins as the belt continues to run.
- Easy Transfer System means no limit on lengths.
- Custom engineered conveyors lasts longer when working more efficiently… and by using a smaller motor, the conveyor is safer to operate
![]()
-
 200) Pharmacy Work Station Multi Level 90 Degree Turn
200) Pharmacy Work Station Multi Level 90 Degree Turn -
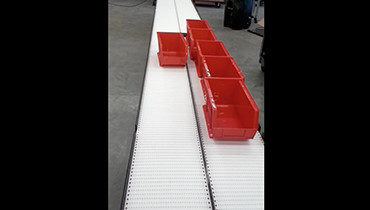
 201) Pharmacy Long Line With Return Chute
201) Pharmacy Long Line With Return Chute -
 167) Fold Down Work Station
167) Fold Down Work Station -
 188) Pharmaceutical Work Surface Conveyor System
188) Pharmaceutical Work Surface Conveyor System -
 46) Pharmacy Line
46) Pharmacy Line -
 48) Recessed with work stations
48) Recessed with work stations -
 59) Custom Work Surface Cutouts
59) Custom Work Surface Cutouts -
61) Long Line Pharmaceutical
-
79) Pharmaceutical Conveyor
-
84) Pharmacy Line Conveyor
-
93) Custom Pharmaceutical Systems
-
98) Pharmaceutical – Long Line
-
113) Long Line Pharmaceutical
-
125) Medical Conveyor Systems
-
131) Accumulation for Medical Industry
-
154) Pharmacy long line
-
166) Folding Conveyor
-
181) Lift gate conveyor for pharmacy work station fulfillment center
-
183) Dual Level Long Line
-
 184) Multi-level 90 degree pharmacy
184) Multi-level 90 degree pharmacy -
190) Work surface 90 degree
-
192) 90 degree turn orientation change dual lane dividers
-
214) dual lane accumulation medical conveyor
-
215) dual lane pharmacy conveyor system
-
216) pharmacy line conveyor with packaging bins
-
217) Pharmaceutical Workstation – Gate Conveyor
-
227) Best 90 degree turn packaging conveyor
-
228) upper level return
-
229) tri level pharmacy conveyor system
-
232) Reverse-direction conveyor-return
-
234) dual level 90 degree turn pharmacy conveyor
-
235) food packaging conveyor system
-
245) 90 degree separating pharmacy conveyor
-
246) counting separating pharmacy conveyor
-
247) separating-counting-conveyor-systems
-
248) accumulation conveyor stop bar
-
249) accumulation gate conveyor stop bar
-
250) accumulation gate conveyor
-
251) low friction roller top conveyor belting
-
270) Stainless work surface food drug conveyor
-
287) quality control – packaging conveyor
-
288) quality control accumulation conveyor
-
289) Work stations for social distancing
-
291) counting stacking medical conveyor
-
294) Multi lane accumulation packaging conveyor
-
302) circulating carousel accumulator conveyor
-
303) circulating long line conveyor
-
304) long line hemp products conveyor
-
319) pharmacy order fulfillment conveyor
-
325) Order Fulfillment – Veterinary Pharmaceutical Conveyor
-
326) Veterinary Pharmaceuticals Conveyor
-
353) long line multi level pharmacy conveyor
-
354) multi level conveyor with return chute
-
358) e stop on modular long line conveyor
-
359) multi lane pharmaceutical accumulation conveyor
-
369) MultiLane – Lift Gate – Long Line Pharmaceutical Conveyors
-
370) MultiLane – Lift Gate – Modular Pharmaceutical Conveyor
-
375) carousel accumulation conveyors for pharmaceuticals
-
376) long line multi-level carousel pharmacy conveyor
-
384) Counting Pharmaceutical Packaging Conveyor
-
385) Sorting Pharmaceutical Packaging Conveyor
-
386) Custom Counting Packaging Conveyor
-
389) multi level medical conveyor system
-
390) multi level pharmacy – modular conveyor system
-
420) Carousel Accumulation Pharmacy Fulfillment Conveyor
-
430) weed counting packaging automation conveyor
-
435) Accumulation Conveyor – Adjustable End Stops
-
436) large carousel accumulation pharmacy conveyor